Adinugraha, B.S. and T.N. Wijayaningrum, 2011. Design complete random and random group design on fish seedlings. Proceeding of National Seminar on Science and Education Technology. Faculty of Mathematics and Science Natural, Muhammadiyah Semarang University, pp: 47-56.
Advance Journal of Food Science and Technology
Characteristics of Moisture Content, Swelling, Opacityand Transparency withAddition Chitosan as Edible Films/Coating Base on Casein
Advance Journal of Food Science and Technology 2020 18: 9-14
Cite This ArticleAbstract
The objectives of this study was to characterize moisture content, swelling, opacityand transparency of casein solution addition chitosan as edible films/coatings.The effect of chitosan solutions on edible films/coating was chitosan solution 4% of the amount of casein solution. The thickness average value of the casein chitosan edible film is 0.076-0.087 mm. The EFC4 treatmentwas obtained in the lowest moisture content 29.24%, swelling degree 5.48% and opacity 0.078%. High moisture content in theedible film will affect the resistance of the film produced and the packaged product. The lowest average value was found in the EFC4 treatment and EFC2 treatment with a value of transparency 0.63%. The highest concentration of chitosan solutions will tend to decrease the value of moisture content, swellingand opacity edible films/coating.
Keywords:
Introduction
Casein is a type of protein milk as much as 80%. Casein protein consists of αs-casein, αs 2-casein, β-casein and K-casein. Casein has properties which cannot be coagulated by heat because it is not sensitive to heat, so it needs a temperature above 120°C to damage casein structure to insoluble in water. But, the weakness of edible film that formed from milk protein ingredients is not compact, elastic and not transparent (Maruddin et al., 2017). That is not compact, not elastic and not transparent requires the addition of polysaccharide type to regulate the surrounding air and give viscosity or thickness to the edible film solution (Kanani et al., 2017). The polysaccharide type that would be added is chitosan which is a natural product of chitin derived from shrimp and crab skin. The edible film is a thin layer made from edible ingredients that serves as a protector of physical changes in food products. The application to food products can be done by wrapping, dyeing and spraying. The edible film has a lot of advantages. There are edible, reduce waste, improve organoleptic and mechanical properties in food, add nutritional value and function as a carrier for antimicrobial compounds and antioxidants and can be used as a primary food packaging. According to Manab et al. (2017) there are three categories of edible film constituents, namely hydrocolloids, fats and composites, the hydrocolloid group includes proteins and polysaccharides. Films that made from proteins and polysaccharides are generally very good as gas transfer inhibitors, hence, they are effective for preventing fat oxidation.
Coatings of polysaccharide type are a goodbarrier, because of its characteristic which can form a strong and compact matrix. According to Murni et al. (2013) edible films from chitosan have the properties that are strong, elastic, flexible and difficult to tear, besides that they have sufficient water permeability values and can be used to increase the shelf life of fresh products. Chitosan in theedible film is safe to use because chitosan has non-toxic properties and does not cause allergies, moreover, it is biodegradable. Chitosan has a free hydroxyl (OH) and amino groups (NH2) groups and varying ligands, so, they are adaptable, hydrophobic and have high reactivity. According to Supeni and Irawan (2012) chitosan has a positive ion charge which chemically provides the ability to bind to negative charges, namely fat, lipids, cholesterol metal ions, proteins and macromolecules. Therefore, chitosan is essential in biocompatibility, absorption and films formation that combined with the type of protein, casein. Chitosan will coat packaged products by minimizing environmental interactions with packaged products. The chitosan advantages make it the reason to be used as a mixture with casein in edible film studies to improve the physicochemical characteristics of edible film produced.Furthermore, chitosan characteristics causes the water-resistance of bioplastic materials to be good, so, it can reduce the swelling value and moisture content of the edible film. The chitosan used from the polysaccharide group is also a regulator of the air in it is surrounding and gives thickness or consistency to theedible film solutions (Kanani et al., 2017). According to Al Ummah (2013) other benefits of chitosan in plastic films beside for hydrophobicity (repelled of water), it also beneficial for transparency.
The characteristics of film thickness will also affect the mechanical properties of films such as the rate of water vapor transmission. The high value of the water vapor transmission rate is related to the high protein content in the film and film thickness. Films which one thick and with a high amount of protein can absorb more water from the environment (Cho et al., 2004).Previous study characteristics of mechanical, physicochemical and antimicrobial were monitored (Apriliyani et al., 2014). The objectives of this study were to characterize thickness, moisture content, swelling, opacityand transparency. The best concentration of chitosan can be used as a reference in producing edible film and coating.
Materials And Methods
The material used in this study was the making of the edible film and coating solutions with chitosan different concentrations. Casein and chitosan were processed into solutions of edible film and coating (EFC). Materials for making EFC: casein (Merck) and chitosan (Makmur Sejati), glycerol (Merck), beeswax (Rimba Raya), distilled water and 2% acetic acid.
The research method used was the laboratory experiment method using a completely randomized design according to Adinugraha and Wijayaningrum (2011). The treatments given in this study were four treatments with three replications, as follows:
where,$ \begin{aligned} \text { EFC 1 } & = \text { Chitosan solution 1% of the amount of casein solution } \\ \text { EFC 2 } & = \text { Chitosan solution 2% of the amount of casein solution } \\ \text { EFC 3 } & = \text { Chitosan Solution 3% of the amount of Casein solution } \\ \text { EFC 4 } & = \text { Chitosan solution 4% of the amount of casein solution } \end{aligned} $
Making edible film and coating solutions: The making of edible films refers to Fabra et al. (2011) and Pierro et al. (2011) with modifications to the materials used and the manufacturing process. In this study sodium caseinate (NaCa) was replaced with casein, HCl was replaced with 2% acetic acid as an ingredient to dissolve chitosan. Making edible film process was done by dissolving casein using aquades with a ratio of 2.5 g casein: 100 ml of aquades and dissolving chitosan using 2% acetic acid with a ratio of 2 g chitosan: 98 ml of aquades plus 2 ml of acetic acid. Solutions of casein and chitosan were heated each for 30 minutes at 50°C, then added glycerol 0.28% during the heating process. Then, casein and chitosan solutions were mixed depend on the treatment and then heated for 60 minutes at 60°C. During the heating process beeswax, 0.5% were added to the solution. The solutions washandmixed for 10 minutes then measured as much as 25 ml and printed on a petri dish. Edible film solution was printed in a petri dish and dried at room temperature for 72 hr.
Thickness test: The thickness of edible film measurement was calculated using a coating thickness gauge which is a modification of a manual micrometer screw (Mitutoyo, Japan) with anaccuracy of 0.001 mm. Thickness value obtained as measurements average at 5 position points randomly, prepared 1 sheet of edible film with a diameter of 1.5 cm, pieces of edible film placed on the glass object sample placement.
Vertical probes placed above the sample, measured samples in five different areas that have been determined. Results obtained and calculated the averages:
$ \text { Thickness (mm) } = \dfrac{A1+A2+A3+A4+A5}{5} $
Note:
$ \begin{aligned}
A1 & = \text { Thickness area 1 (mm) } \\
A2 & = \text { Thickness area 2 (mm) } \\
A3 & = \text { Thickness area 3 (mm) } \\
A4 & = \text { Thickness area 4 (mm) } \\
A5 & = \text { Thickness area 5 (mm) } \\
5 & = \text { Number measurement area }
\end{aligned} $
Moisture content test: Measuring water content principle is by drying the material in an oven with a temperature of 105ºC until achieved a constant weight. The weight difference before and after drying is the amount of water evaporated. The samples were carefully weighed 1-5 grams, then placed on a petri dish which had previously known the dry weight. Then, put into the oven at 100ºC-105ºC temperature for 3-5 hours. Further, it was chilled in the exicator, then weighed when it was cold:
$ \text { Water content (%) } = \dfrac{w1-w2}{w1-w0} \times \text { 100% } $
Note:
$ \begin{aligned}
Wo & = \text { Constant weight of petri dish } \\
W1 & = \text { Weight of sample + cup } \\
W2 & = \text { Weight of final sample }
\end{aligned} $
Swelling test: Swelling is the film swelling percentage by the presence of water to determine the resistance of plastic film towards the water. It is carried out in water. The dried film was weighed, then immersed in water for 2 hours. Further, the surface of the film in swollen state was rubbed with a tissue and weighed. The swelling degree is calculated by the following equation:
$ \text { Swelling (%) } = \dfrac{mw-md}{md} $
Note:
$ \begin{aligned}
mw & = \text { Wet film weight } \\
md & = \text { Dry film weight }
\end{aligned} $
Transparency test: Transparency is the ability of a material to transmit light. Transparency can be measured using spectrophotometry with a wavelength of 185-760 nm, which has the principle of a compound will absorb light passing through it at a certain wavelength. Edible film transparency was measured using a spectrophotometer at a wavelength (λ) 600 nm. Edible film samples were cut into 4x1cm sizes and placed into cuvettes, then Transmission results (T600) were obtained using a spectophotometer(UV-1201v, Shimadzu), then recorded. The resulting value is calculated using the formula:
$ Transparency = 2-log T / x $
Note:
$ \begin{aligned}
T & = \text { Transmission wave at 600 nm } \\
x & = \text { Thickness in cm }
\end{aligned} $
Test opacity: Opacity film was determined with film samples that cut into a rectangular shape (1.5cm x 3.0cm) and placed on the internal side of the spectrophotometer (BioMate 3S, Thermo Fisher Scientific Inc.USA). The sample was measured by the Opacity with an absorbance of 600nm using a UV-Visible spectrophotometer:
$ Opacity = \dfrac{Abs \; 600}{d \; (mm)} $
Note:
$ \begin{aligned}
\text { Abs 600 } & = \text { Absorbance value at 600 nm } \\
d & = \text { Film thickness (mm) }
\end{aligned} $
Statistical analysis: Data were analyzed using variance analysis (ANOVA) (Sugiyono, 2009), if there were real or very real differences then analyzed further using Duncan's Multiple Distance Test (UJBD).
Results And Discussion
The average of water content value, thickness, swelling, opacityand transparency and UJBD results are can be seen in Table 1 and 2.
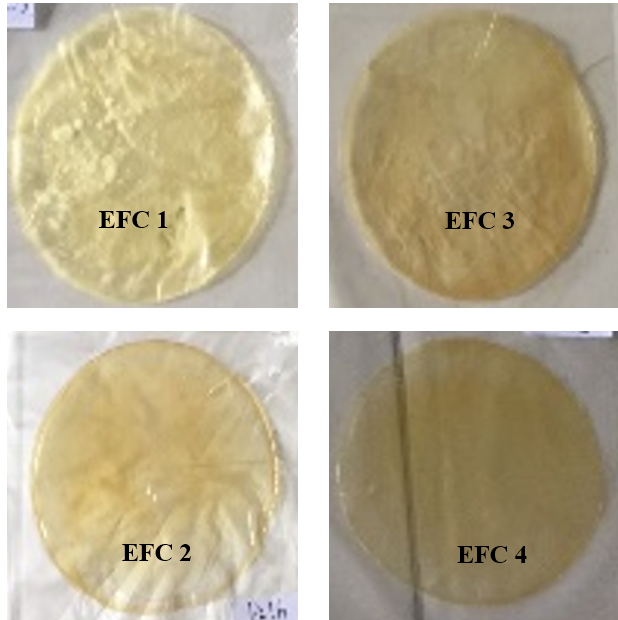
Thickness: The variance analysis results in thickness showed that the use of casein and chitosan on edible films was not significantly different from film thickness (p>0.05). The difference ratio of casein with chitosan to edible film showed that the results were not significantly different. This is because chitosan has thickening characteristic which can make the total solids in the solution increase and form thick edible films when dried. According to Kanani et al. (2017) the thickness of edible film increase is affected by the unique nature of colloidal compounds as a thickener and the interaction between the constituent components of edible film. Figure 1 showed a thickness of EFC.
The thickness average value of the casein chitosan edible film is 0.076-0.087 mm. Casein chitosan edible film is almost the same when compared with edible films made from whey-based and casein with different types of plasticizers that a having thickness about 0.08 ±0.02 – 0.10±0.02 mm (Maruddin et al., 2017). There is no much difference in thickness value when compared to edible film from carrageenan and tapioca which are modified that added chitosan thickness about 0.05-0.08 mm as stated by Supeni et al. (2015). The edible film with a thickness of about 0.071-0.083 mm can be stated as a coating of foodbecause it has a thickness of less than 0.25 mm. According to Yulianti and Ginting (2012) edible film that is commonly fulfilled the requirements as food packaging have a thickness less than 0.25mm.
Moisture content: The variance analysis results on the water content test showed that the use of casein and chitosan on edible films gave a very significant difference in water content (p< 0.01). The difference in water content values in casein chitosan edible film is affected by chitosan which has a water content of ≤10%. This reveals that the higher the ratio between casein and chitosan is given, the lower the water content produced.
Chitosan low levels ofwater content are suspected because chitosan has hydrophobic characteristic or water-like (Mustapa et al., 2017). The hydrophobic nature will cause the inability to bind water, hence, the increasing ratio of casein and chitosan to the edible film will cause the moisture content decrease and it causes water content of theedible film produced become low. The polysaccharides that added with high concentrations of theedible film causes the availability of free water to be limited, so, the value of water content decreases. The moisture content value in edible film will decrease while increasing chitosan added.
The UJBD results of 1% indicate a difference notation written in each treatment. The value average of moisture content ranges from 29.2-40.79%. The highest mean value was obtained in the EFC1 treatment of 40.97%. High moisturecontent in edible film will affect the resistance of the film produced and the packaged product. Moisture content in a low value ofedible film makes it possible to protect a packaged product become longer. The edible film with a high moisture content made it easier to experience microbiological damage. According to Mustapa et al. (2017) edible film is biodegradable with high water content which will be easily overgrown by microbes, because of the nutritional components in edible film, the water content of environmentally friendly film produced ranges from 16.48 to 23.96%. Supported by a statement from Kanani et al. (2017) Edible film is expected to have a low water content, hence, its application as primary packaging does not contribute water to the product which will have an impact on product damage and shelf life decrease.
Swelling test: The variance analysis results on swelling showed that casein and chitosan on edible films gave very significant differences in swelling (p< 0.01). The difference is influenced by the nature of chitosan which is not easily soluble in water. Chitosan has cationic groups (amines) and acetyl groups, cationic groups will form strong and tight films, acetyl groups that are hydrophobic or dislike or water-repellent (Rokhati et al., 2012). Thus, shows that the more amount of chitosan given will cause the degree of swelling becomes little. The hydrophobic characteristic of chitosan will improve the physical and functional characteristics of casein edible film. According to Kanani et al. (2017) water absorption (swelling) is not only affected by the amount of material added to the edible film solutionbut the temperature also greatly affects the amount of swelling on the edible film formed. The room temperature used in drying edible film of chitosan casein is relatively similar around 29-30oC, therefore, temperature changes do not have a significant effect on the degrees of swelling value.
The UJBD results of 1% indicate a difference to the notation written in each treatment. The lowest average value was found in the EFC4 treatment of 5.48%. Low degree of swelling values on edible films indicate that edible film will not experience changes when applied to foods with high water content. Hence, edible film with a low degree of swelling will not affect the appearance and function as a protector of packaged food products. In accordance to opinion of Kanani et al. (2017) coating with edible film serves to be a barrier that is selective to inhibit the gas transfer, water vaporand dissolved materials while providing mechanical protection in food products. The adding lipid in a composite edible film of whey protein and konjac glucomannan flour may control the transport of moisture in theedible film (Apriliyani et al., 2014). The average of opacity and transparency and UJBD results are can be seen in Table 2.
Opacity: The variance analysis results in themanufacturing of edible film with various comparisons of casein and chitosan showed significant differences (p< 0.05) on the edible film opacity value. The significant difference in opacity value due to the presence of acetic acid added to chitosan solution causes the protein toapproach its isoelectric point at pH 4.6-5.0 thus, the binding capacity decreases and contributes to opacity increase. The Film with high amounts of chitosan is more transparent than film with high amounts of casein. Therefore, a low Opacity value indicates that the film is more transparent and lighter and that light can effectively pass through the film.
Duncan's Multiple Distance Test 5% showed that EFC1, EFC2, EFC3 and EFC 4 give significant differences (p< 0.05) to Opacity. This is indicated by different notations in each treatment. The EFC 4 test results had the lowest Opacity turbidity. Chitosan can form a clear solution and can cause edible film clarity increased. It was found by Mustapa et al. (2017), chitosan form of white powder and if the suspension is made it will become clear, hence, it can increase the transparency of edible film based on the starch produced.
The Opacity average results were 0.078 to 0.792. The expected value of Opacity from the edible film in this study was the low Opacity value because it is used as a food coating. It was found by Saha et al. (2017) that the low Opacity value shows the film is more transparent and lighter can effectively pass through the film. Chitosan film is the most transparent film. This was found by Carneiro-da-Cunha et al. (2009), Opacity is an important element to control the occurrence of light in food into a relevant property because it has a direct impact on coated products appearance.
Transparency test: The variance analysis results on transparency showed that the casein and chitosan used on edible film gave a very significant difference to transparency (p< 0.01). The difference in the transparency value on casein chitosan edible film is caused by chitosan itself having colorless or clear characteristics, thus, the average value of transparency moving down is followed by the level increasing of comparison between casein and chitosan. The low average value of transparency indicates that the level of transparency in the chitosan casein film is getting better. According to Al Ummah (2013), chitosan has the benefits in plastic film, besides of hydrophobics characteristic, chitosan is useful for transparency. It was supported by Soo and Sarbon (2018), visible light transmission increases while theconcentration of chitosan increasing in edible film from fish gelatin. Because the form of chitosan is similar to white powder if it was dissolved or made a suspension will form a clear suspension that will be useful to transparency of edible film increase.
The UJBD results 1% indicate a difference with the notation written in each treatment. The average transparency value ranges from 0.63-2.47%. Edible film transparency other than being influenced by the natural character of the active ingredients that added, moreover, it is influenced by the edible film thickness (Warkoyo et al., 2014). Transparency tends to advance with increasing active concentration ingredients, but the increasing active concentration ingredients that added will cause edible film thickness increase. Thus, will reduce the degree of clarity of the film produced. Transparency testing has been done using a spectrophotometric device to obtain transmittance values. According to Al Ummah (2013) material can be stated have high transparency, if the transmittance is also high. However, transparency value is obtained by dividing the transmittance value by thickness, hence, the thickness of the film affects the transparency value of a film. It causes the lowest transparency average value revealed in Table 1 is EFC2 treatment with a value of 0.63% which has a thickness average value of 0.071 mm. The EFC4 treatment has a thickness average value of 0.083 mm, even the results of the transmittance obtained are high, it does not follow by high transparency results and the amount only 0.80%.
| Treatment | Thickness (mm) | Moisture content (%) | Degree of swelling (%) |
|---|---|---|---|
| LFC 1 | 0.085±0.007 | 40.79±6.36b | 36.26±19.49b |
| LFC 2 | 0.076±0.009 | 35.63±2.64ab | 13.74±6.72a |
| LFC 3 | 0.088±0.014 | 32.93±2.42a | 6.35±4.21a |
| LFC 4 | 0.087±0.006 | 29.24±3.45a | 5.48±3.54a |
| a, ab, b: Superscript different in the same column shows very significant differences (p<0.01) | |||
| Treatment | Opacity (%) | Transparency (%) |
|---|---|---|
| EFC | 1 0.79±0.460a | 2.47±1.94b |
| EFC 2 | 0.32±0.314a | 0.63±0.89a |
| EFC 3 | 0.24±0.257a | 1.39±2.89ab |
| EFC 4 | 0.078±0.144b | 0.80±1.61a |
| a, ab, b: Superscript different in the same column shows very significant differences (p<0.01) | ||
Conclusion
Based on the results of the study it can be concluded that the best concentration on the manufacture of EFC is ECF4 which has an average of thickness is 0.083 mm, themoisture content is 29.24%, theswelling degree is 5.48%, opacity is 0.78% and transparency is 0.80%.
Author Details
1Animal Product Technology Department, Faculty of Animal Science, University of Brawijaya, Malang, 65145, Indonesia
2Food Industry Technology, State Polytecnicof Jember, 68121, Indonesia
3Student of Faculty of Animal Science, University of Brawijaya, Malang, 65145, Indonesia
References
Al Ummah, N., 2013. Biodegradable Plastic Resistance Test Based on Durian Seed Flour for Water and Measurement of its Density. Universitas Negeri Semarang, Semarang.
Apriliyani, M.W., D. Rosyidi, Purwadi, H. Purnomo and A. Manab, 2014. The release of egg white lysozyme containing EDTA from composite edible film based on whey protein, konjac flour and lipid. Adv. J. Food Sci. Technol., 6(1): 48-55.
Carneiro-da-Cunha, M.G., M.A. Cerqueira, B.W.S. Souza, M.P. Souza, J.A. Teixeira and A.A. Vicente, 2009. Physical properties of edible coatings and films made with a polysaccharide from Anacardium occidentale L. J. Food Eng., 95: 379-385.
Cho, S.M., K.S. Kwak, D.C. Park, Y.S. Gu, C.I. Ji, D.H. Jang, Y.B. Lee and S.B. Kim, 2004. Processing optimization and functional properties of gelatin from shark (Isurus oxyrinchus) cartilage. Food Hydrocolloid., 18(4): 573-579.
Fabra, M.J., R. Pérez-Masiá, P. Talens and A. Chiralt, 2011. Influence of the homogenization conditions and lipid self-association on properties of sodium caseinate based films containing oleic and stearic acids. Food Hydrocolloid., 25(5): 1112-1121.
Kanani, N., Wardalia, Wardhoyo and Rusdi, 2017. Effect of drying temperature on swelling and tensile strength edible film results of utilization of cassava skin waste star. Conversion J., 6(2).
Manab, A., M.E. Sawitri and K.U. Al Awwaly, 2017. Edible Film Protein Whey. UB Press, Malang.
Maruddin, F., A. Ako, Hajrawati and M. Taufik, 2017. Characteristics of whey and casein edible films using different types of plasticizer. JITP, 5(2): 97-101.
Murni, S.W., H. Pawigyo, D. Widyawati and N. Sari, 2013. Making edible films from corn flour (Zea Mays. L) and chitosan. Proceeding of the National Seminar on Chemical Engineering "Struggle" Development of Chemical Technology for Processing Natural Resources in Indonesia, 5 Maret, pp: 1-4.
Mustapa, R., F. Restuhadi and R. Efendi, 2017. Utilization of chitosan as a basic material for making edible films from yellow sweet potato starch. JOM FAPERTA, 4(2): 1-12.
Pierro, P.D., A. Sorrentino, L. Mariniello, C.V.L. Giosafatto and R. Porta, 2011. Chitosan/whey protein film as active coating to extend ricotta cheese shelf-life. LWT-Food Sci. Technol., 44(10): 2324-2327.
Rokhati, N., B. Pramudono, I.N. Widiasa and H. Susanto, 2012. Characterization of alginate and chitosan composite films. Reaktor J., 14(2): 158-164.
Saha, A., R.K. Gupta and Y.K. Tyagi, 2017. Development and characterization of a novel edible film based on guar gum and carboxymethyl guar gum. Eur. J. Biomed. Pharm. Sci., 4(7): 348-359.
Sugiyono, 2009. Quantitative, Qualitative and R&D Research Methods. Bandung: Alfabeta.
Supeni, G. and S. Irawan, 2012. The effect of chitosan use on modified edible tapioca barrier film properties. Chem. Packag. J., 34(1): 199-206.
Supeni, G., A.A. Cahyaningtyas and A. Fitriana, 2015. Characteristics of physical properties and mechanisms of adding chitosan to edible film carrageenan and modified tapioca. J. Chem. Packag., 13(2): 103-110.
Soo, P.Y. and N.M. Sarbon, 2018. Preparation and characterization of edible chicken skin gelatin film incorporated with rice flour. Food Packag. Shelf Life, 15: 1-8.
Warkoyo, B. Rahardjo, D.W. Marseno and J.N.W. Karyadi, 2014. Physical, mechanical and barrier edible films of starch-based tuber (Xanthosomasagittifolium) stored with potassium sorbate. Agritech, 34(1).
Yulianti, R. and E. Ginting, 2012. Differences in physical characteristics of edible films from tubers made with the addition of plasticizer. Food Crop Agric. Res., 31(2).
Rights and permissions
Open Access: This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The images or other third-party material in this article are included in the article’s Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/
Cite this Article
Mulia W. Apriliyani, Purwadi, AbdulManab, Mulia W. Apriliyanti and Alvira D. Ikhwan, 2020. Characteristics of Moisture Content, Swelling, Opacityand Transparency withAddition Chitosan as Edible Films/Coating Base on Casein. Advance Journal of Food Science and Technology 18: 9-14 http://doi.org/10.19026/ajfst.18.6041
Received
Accepted
Published
August 7, 2019
October 8, 2019
April 25, 2020
DOI: http://doi.org/10.19026/ajfst.18.6041
Sections
Abstract
Keywords
Introduction
Materials And Methods
Making edible film and coating solutions
Thickness test
Moisture content test
Swelling test
Transparency test
Test opacity
Statistical analysis
Results And Discussion
Thickness
Moisture content
Swelling test
Opacity
Transparency test
Conclusion
Author Details
References
Rights And Permissions
Cite This Article